
To conduct necessary routine and non-routine vessel inspections according to TAPPI guidelines (technical association pulp & paper industry), local statutory and or insurance requirements. Diagnostic tools are standard NDT equipment. These Services are targeted to mill safety engineers.
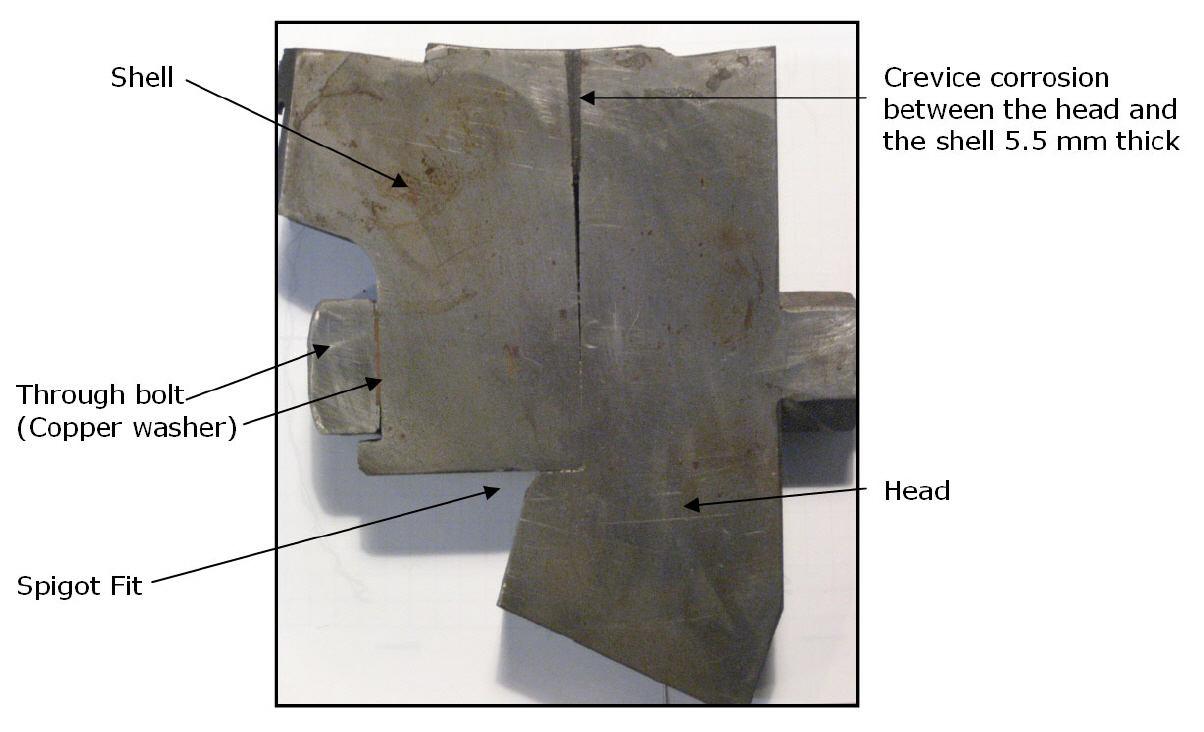
Shown below is a cross section of an actual Yankee removed from service due to cracks in the head at the spigot fit area from the crevice corrosion. It is precisely conditions like these that Condition Assessments for Safety considerations must be routinely done on these pressure vessels.
General philosophy
On the machines where they are used, the Yankee or MG cylinder is often the only and usually the main pressure vessel that is an integral part of the production process. Its condition is of a main concern to the production of the particular paper product. It is however, primarily a pressure vessel, and its condition must be routinely monitored for compliance with all safety regulations. This is accomplished by routine monitoring of specific parameters of the pressure vessel which allows for a monitoring of „change“ verses time. Ideally the beginning of the time line is taken before start-up at the mill after delivery of the new cylinder. However, it is the case in many facilities around the world that this initial data is lacking. In that case, a complete diagnostic measurement survey can normally be completed in a few days time per machine.
A side benefit of the safety monitoring on the Yankee or MG cylinder is the information on wear patterns on the cylinder face, which can often lead to identification of areas where the machine can be further optimized for improved operations.
Inspection types and frequency
Safety assessments are generally centered on verifying the integrity of the assembly of the Yankee or MG, and re-verification of the specific parameters of the pressure vessel that determine its maximum allowable steam pressure for safe operation. These measurements are usually performed annually or biannually to continue to verify that the cylinder is being operated safely as the cylinder wears with time and use. Some of the measurements do require that the cylinder be shut down completely for vessel entry (like spigot fit measurements) or measurement of the bolt integrity (UT). Safety inspections require NDE measurements to verify the absence of cracks in both the bolts and the cast iron components.
Maintenance assessments are usually done simultaneously with the safety inspections to take advantage of the fact that the machine is being shut down completely, usually for routine maintenance for 6 to 8 hours, and in conjunction with the long shutdowns for entry into the vessel for internal measurements and inspections. The LMS (Laser-Mapping-System) of the cylinder surface will confirm and document the wear pattern present on the cylinder. It does require that the cylinder be at „grinding conditions“ so it is often done as the machine is shut down for the vessel entry, or on start-up from the shutdown to enter the vessel.
Production assessments are usually done to confirm the crown calculations or to determine the effects of the condensate system on the operating shape of the cylinder. By comparing the measurement of the LMS conditions (which are grind conditions) and the results of the OTR-TNG measurement we can identify the shape changes of the cylinder between grinding and operating conditions. This information is quite helpful in crown optimization. Additionally, the OTR-TNG measurement can be done several times in succession at different operating conditions to identify the „most round“ condition, which generally results in improved operating efficiency. Since this measurement is done during operating conditions (making paper) it is often done after startup from the down to do the Maintenance Assessment, discussed in 2.1.2 above.
Condition Assessment examinations required
Specific condition assessments required for a complete examination for safety compliance and monitoring of the wear (and thus the wear rate) of this expensive capital asset are shown below. Many of these tests should be performed annually. If existing data is on hand that is less than 12 months old, the test may not need to be repeated during this inspection.
1. Dryer is cold for internal inspection
- Head tilt cold
- Spigot fit
- Inspection of condensate system
- Inspection of center trunion, visual
- NDE around manhole, internal and external
- UT center trunion bolts, if applicable
- UT head bolts
- UT wall thickness measurement (for MAWP calculation)
- WF Magnetic particle inspection surface, if impact damage has occurred, or internal damage to shell in localized areas exists
- WF Magnetic Particle inspection head flange face
2. Dryer is at the grinding conditions steam pressure and temperature
- Head tilt hot
- LMS surface at grinding conditions to map wear profile and topography
- OTR-TNG surface during production to map operating profile and topography. This helps to determine the influences of the condensate system performance on the dryer shape.
Specific inspection „matrix layouts“ can be formulated for each individual cylinder within your corporation. Detailed inspection programs can be established for individual dryers, or a corporation’s entire inventory of dryers to satisfy local and national inspection certification requirements. Examples of inspection programs that can be offered are shown below.
| TYPE | METHOD | LOCATION | FREQUENCY |
| Monitor | Visual | Pressure, Temperature, Steam Leaks, Flow gauges/recorders, vibration condition, valve and damper positions, Noise levels, bearing temps. | Daily Weekly |
| Routine periodic | Mechanical or pressure lift | Safety valves, safety relief valves | Semi-annual (manual) Annual (operational) |
| Operational | Interlocks and safety systems | Semi-annual | |
| Visual, measurements | Internal and External, support systems, Head shell joint interface, spigot fit, run out | Annual | |
| Statutory/ Insurance compliance | Visual, appropriate NDE examination | Internal/External (inspect for corrosion, head tilt, spigot fit check) | As required by authorities, after major incidents, annual inspection |
| Routine Diagnostic | Head tilt | As required | Every 6 or 12 months depending on results |
| Spigot fit | If corrosion is present, every 6 or 12 months | ||
| UT Bolts | Outer head bolts, inner ring head bolts on center trunion | After major „incident“, every 5 years | |
| OTR-TNG profile and LMS (Laser Surface Mapping) | Used for condition monitoring, monitoring or determining the rate of wear, condition assessment | Annual | |
| Infra Red Profile | Yankee | Annual | |
| Process analysis | Used to aid in optimization of organic coating development | As required | |
| Press loading uniformity | Loading mechanisms for press rolls | As required | |
| Fitness for Service | Appropriate NDE | Dryer internal and external, Head tilt, Run out, UT head bolts | Based on dryer age Change in environment or demands |
| Audit | Visual, compliance based | Site physical inspection, personnel interviews, documentation review, Drawing review, Standards review | Based on mill program status, 5 year maximum |